Brückenschlag zwischen Design und Fertigung
Autor: Benjamin Jordan, Senior Manager, Content Marketing Strategy, Altium
Vor einiger Zeit habe ich mich mit der Frage auseinandergesetzt, welche weiteren Voraussetzungen zu erfüllen sind, um aus der Idee für ein Design am Ende eine funktionierende Leiterplatte hervorzubringen. Ich bin davon überzeugt, dass die ECAD-Anbieter heute mehr denn je gefordert sind, eng mit den Leiterplattenherstellern zusammenzuarbeiten.
Bei den ECAD-Anbietern hat es oft aber den Anschein, als würden sie eher ihr eigenes Ding machen. Obwohl die Anbieter von ECAD-Werkzeugen in der Vergangenheit viel geleistet haben, um den Entwurf einer Leiterplatte zu beschleunigen und zu vereinfachen, existiert immer noch eine erhebliche Diskrepanz zwischen dem, was ein Designer beabsichtigt, denkt und per ECAD ausarbeitet und dem, was ein Leiterplattenhersteller benötigt, um die Platinen ohne aufwändige Nacharbeit herzustellen und zu bestücken. Daher ist es sinnvoll, möglichst viele Datenformate zu unterstützen. Allerdings sind damit noch nicht alle Probleme aus dem Weg geräumt. Fertigungsgerechtes Design bedeutet auch ‚Design for Manufacturing‘ oder kurz DFM. Die IPC hat im Laufe der vergangenen Jahre einiges unternommen, um diese offensichtlich bestehende Lücke zu schließen. Dies ist auch der Grund, warum die aktuellen CID- und CID+-Programme große Betonung auf DFX legen. DFX steht für ‚Design for X‘. Darin steht das ‚X‘ als Platzhalter für den Begriff ‚Design for eXcellence‘ und beinhaltet die Bereiche Produktion, Montage und Test. Dahinter steht folgender Gedankengang: wenn Leiterplattenentwickler mit den Werkstoffen, Prozessen, Arbeitsschritten und Restriktionen eines Leiterplattenherstellers vertraut gemacht werden, erhalten sie damit das nötige Wissen, um fertigungsgerechte Leiterplatten-Entwürfe abzuliefern. Dazu gehört auch die Klassifizierung von Leiterplatten nach ihrer Komplexität und Herstellbarkeit.
Entwickler als Mittler mit Übersicht
Dem Entwickler fällt damit eine neue Aufgabe zu, nämlich die des Mittlers zwischen technischem Management, Produktmarketing und Hersteller. Dazu gehören auch tiefergreifende Abklärungen über ein Produkt, das sich noch in Arbeit befindet. Oft unterscheiden sich die Vorstellungen der Marketingabteilung von der tatsächlichen Machbarkeit, insbesondere, wenn dadurch die Produktionskosten steigen. Es ist eine immense Aufgabe für die Entwickler, den gesamten Produktions- und Bestückungsprozess im Blick zu behalten und mit den Wünschen der übrigen Beteiligten in Einklang zu bringen. Wenn ich heute Layouter einstellen müsste, würde ich meine Suche schon allein aus diesem Grund auf CID-zertifizierte Kandidaten eingrenzen, obwohl es natürlich auch auf die praktische Erfahrung ankommt. Es ist heute essenziell, sich einen Betrieb für die Leiterplattenherstellung einmal selbst anzuschauen. Glücklicherweise sind auch die meisten Betriebe gewillt, unter fachkundiger Leitung einen Einblick in ihre Fertigung zu gewähren. Ich selbst habe in den vergangenen Wochen mehrere Leiterplattenhersteller besucht.
Design versus Produktion?
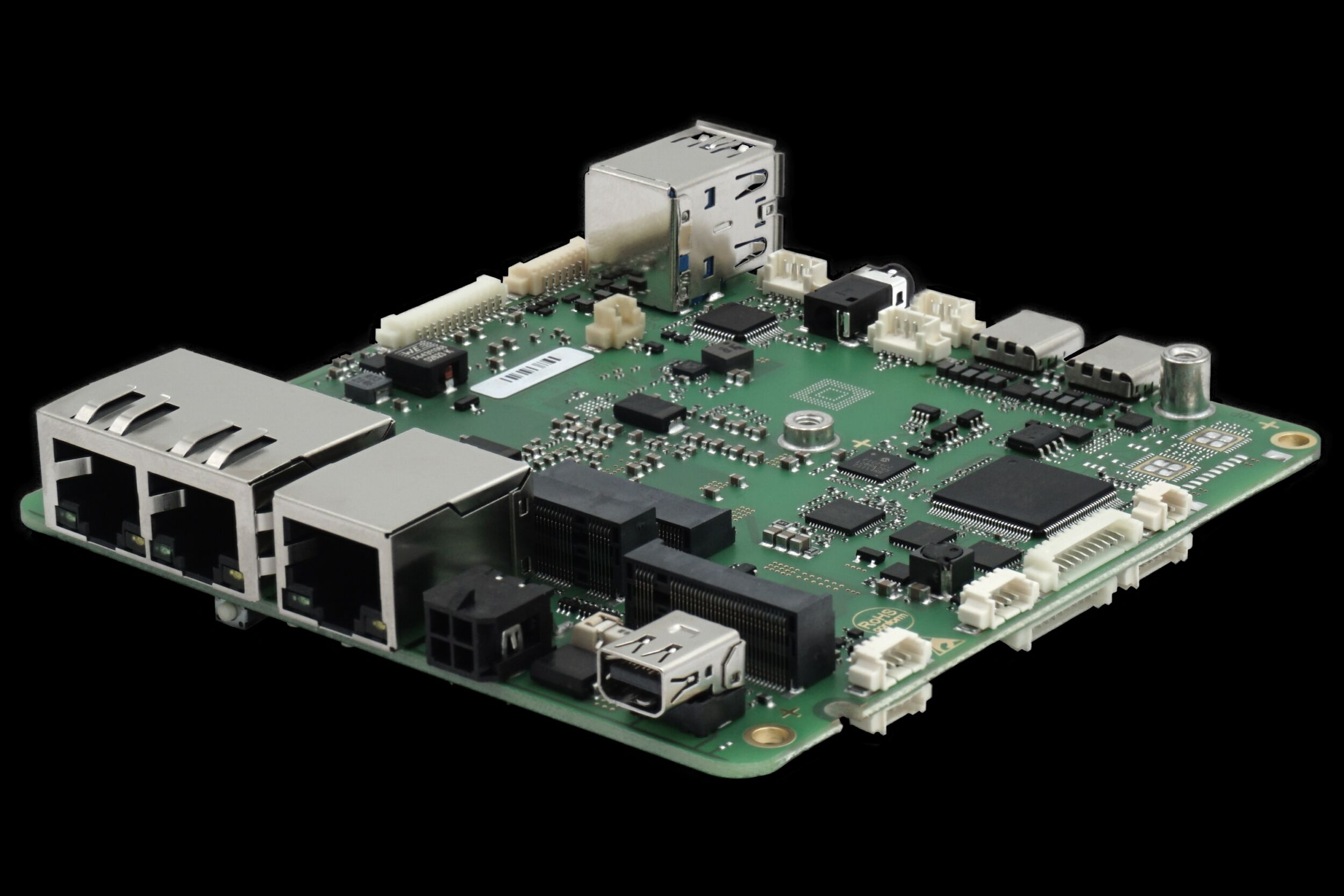
Die möglichen Probleme zwischen Design und Produktion möchte ich anhand eines praktischen Beispiels verdeutlichen. Anlässlich eines Besuchs bei Sierra Circuits in Sunnyvale (Kalifornien/USA) – auch unter dem Namen ProtoExpress.com bekannt – zeigte man mir die Vorbereitung und Laminierung eines kompletten starr-flexiblen Nutzens. Für mich war dies ein Schlüsselerlebnis, denn ich lernte nicht nur die Herstellung eines Starr-Flex-Boards aus erster Hand kennen, mir wurden auch der Fertigungsprozess und die damit verbundenen Einschränkungen bewusst. Das Beispiel war besonders deshalb interessant, weil die fragliche Leiterplatte sehr klein war – die starren Teile hatten die Größe einer Ein-Euro- Münze – und sollte zwischen den starren Teilen sehr dünne flexible Abschnitte von etwa 3mm Breite bekommen. Der Prototyp dieser Leiterplatte ist in Bild 1 zu sehen. Wegen der schmalen flexiblen Abschnitte war es nicht möglich, ein ‚Bikini‘-Coverlay für den biegsamen Teil zu verwenden. Die als Coverlay dienende Polyimidfolie musste sich deshalb über die gesamte Laminierung der Leiterplatte erstrecken. Die Konsequenz hiervon war wiederum, dass Acryl-Klebeschichten erforderlich waren, um die Polyimid-Coverlayschichten mit den starren Leiterplattenkernen zu verbinden. Dies mag zunächst unproblematisch erscheinen, allerdings ist die Leiterplatte in den starren Bereichen vierlagig. Durch die dichte Bestückung mit Bauelementen auf der obersten und untersten Lage war es riskant, derart kleine Durchkontaktierungen zu verwenden, denn die Klebeschichten dehnen sich während des Reflow-Lötens bekanntermaßen in z-Richtung aus. Der Hersteller erkannte, dass es bei dieser Platine durch Via-Brüche, die sich infolge der Ausdehnung der Klebeschicht ergeben können, zu höheren Ausschussquoten kommen würde. Ausschlaggebend für die Verwendung von Klebeschichten waren die Größenrestriktion des Designs und das mechanische Format. Der Hersteller wies daraufhin den Layouter auf die Probleme und Risiken hin. Im vorliegenden Fall allerdings war für den zuständigen Designer die Zeit für eine Layout-Änderung zu knapp, um im Gegenzug eine höhere Fertigungsausbeute zu erreichen und gleichzeitig das erforderliche Format des Produkts beizubehalten. Wieder einmal greift hier der seit ewigen Zeiten bestehende Konflikt zwischen des – vorwiegend vom Marketing vorgegebenen – Formfaktors und der Produktion – in diesem Falle der Ausschussquote. Im aufgezeigten Beispiel mussten die Prototypen rasch zur Verfügung stehen und deshalb gab der Designer die Produktion in Auftrag, obwohl er um die Risiken wusste.