Tanz um die Toleranz
Warum gibt es die Diskussion um die Positionstoleranz für THR-Stiftleisten? Seit den ersten Entwicklungen von Leiterplatten-Stiftleisten für den Reflow-Prozess orientieren sich die Designs an denen von schwall-lötbaren Stiftleisten. Dabei sind zahlreiche Anpassungen an den automatischen Verarbeitungsprozess erforderlich, wie etwa besondere Ansaugoberflächen, Offsets für den Lotpastendruck, kürzere Stifte sowie entsprechende Freiräume um die Stifte. Da auch THR-Stiftleisten vorzugsweise in bis dato üblichen Standard-Montageverfahren – dem Einschießen von Stiften in Kunststoffgehäuse – gefertigt werden, orientiert sich auch die Positionstoleranz der Stifte weitgehend an der Positionstoleranz schwall-lötbarer Stiftleisten, die etwa +/- 0,2mm beträgt. Schwall-lötbare Stiftleisten haben bei der weitverbreiteten Handmontage den Vorteil, dass Kollisionen der Stifte mit den Bohrlöchern bei entsprechender Bewegung und Nachdruck per Hand überwunden werden können. Im automatisierten Bestückungsprozess von THR-Stiftleisten müssen bei gleichen Toleranzen die Durchmesser der Bohrlöcher größer sein. Das führt in den Augen einiger Prozesstechniker jedoch zu schlechteren Lötstellen – was nach IPC A 610 Klasse 3 widerlegt werden kann. Trotzdem werden kleinere Bohrlochdurchmesser und Positionstoleranzen gefordert. Mit dem Einsatz neuer Hochtemperatur-Kunststoffe wie LCP (Liquid Crystal Polymer) sowie qualitativ hochwertiger Montagemittel kann man heute kleinere Toleranzen um die +/- 0,15mm erzielen, und damit auch die Bohrlöcher enger fassen. Mit diesem Toleranzbereich lässt sich normenkonform arbeiten, und die Herstellung hält sich von den Kosten her im Rahmen. Trotzdem hält sich – auch im Hinblick auf die immer besser werdende Kamera-Auflösung bei der Bauteilerfassung und auf die Bestückungsgenauigkeiten der Pick und Place-Automaten – hartnäckig die Forderung nach SMD-üblichen Toleranzen von +/- 0,1mm. Diesen Toleranzbereich kann man jedoch nur mit neueren Produktionsverfahren wie dem Umspritzverfahren einhalten. Investitionen und Kosten liegen hier deutlich höher als beim Standard-Montageverfahren.
Bloß Stifte in Kunststoff?
Hier geht es nicht um Fine Pitch-Stiftleisten, sondern um Stiftleisten, die vorrangig im Gerätebau der MSR-Technik eingesetzt werden. Die Stärken liegen in der Abdeckung einer großen Bandbreite individueller Kombinationsmöglichkeiten ein- und doppelreihiger Anordnungen mit entsprechenden Steckern im Rasterbereich von 2,5 bis 5,08mm bei Strömen von 4 – 12A und Spannungen von 80 – 250V. Hier findet man häufig robuste kastenförmige Gehäuse mit geraden oder gewinkelten Stiften (Bild 3). Die Fertigung dieser Stiftleisten unterliegt Toleranzen, die sich – je nach Verfahren – hauptsächlich aus den Toleranzen der einzelnen Komponenten aus Kunststoff und Metall sowie denen des Montageverfahrens ableiten: – Das Kunststoffgehäuse trägt dabei Toleranzen hinsichtlich der Längenausdehnung (Rastertreue), dem Grad der Durchbiegung in allen drei Achsen sowie gegebenenfalls auch der Torsion des Kunststoffkörpers mit sich. Je mehr Pole eine solche Stiftleiste hat, desto deutlicher treten diese in den Vordergrund. – Die Metallteile – vorrangig Stifte – bringen aus ihrem Biegeprozess eine Winkelabweichung und/oder eine Torsion zwischen den Schenkeln mit sich. – Der Montageprozess beeinflusst die Stiftposition, durch Kalibrieren kann positiv gegengesteuert werden. Für Stiftleisten gibt es unterschiedliche Fertigungsverfahren, die sich im direkten Vergleich hinsichtlich ihrer erreichbaren Toleranzen unterscheiden.
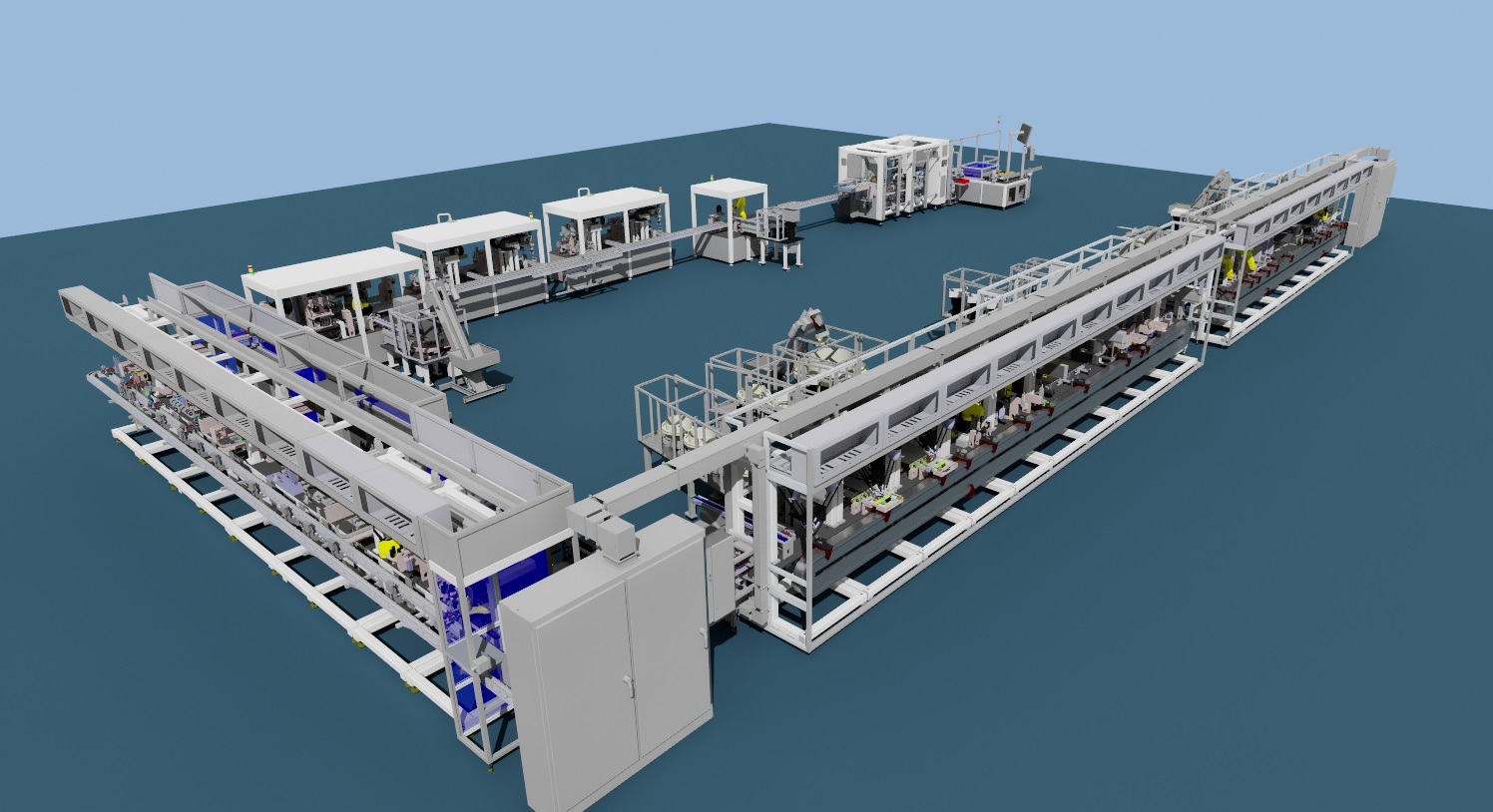
Stiftleisten im Standard-Herstellungsverfahren
Das Standard-Herstellungsverfahren kennt zwei Schritte: Zunächst werden Kunststoffgehäuse und Stifte separat produziert. Anschließend werden die Stifte in das Gehäuse montiert – man spricht auch vom Einschießen der Stifte. Dies erfolgt von Hand, halb- oder vollautomatisch – je nach Produktionsvolumen und Automatisierungsgrad (Bild 4). Ein solches Verfahren erreicht eine Positionstoleranz von +/- 0,2mm, bei qualitativ hochwertigen Vollautomaten auch +/-0,15mm. Die Konzentration auf Hochtemperatur-Kunststoffe wie LCP und PPA (Polyphthalamide) für THR-Stiftleisten in den letzten Jahren hat den positiven Effekt, dass die oben genannten Toleranzgrenzen unterschritten werden. Muss jedoch die strengere Forderung nach einer Toleranz von +/-0,1mm erfüllt werden, bleibt für den Hersteller nur eine aufwendige Prüfung – was die Fertigungskosten deutlich erhöht.